

文灿集团拥有压力铸造(压铸)、低压铸造和重力铸造等工艺方式,主要从事汽车铝合金精密铸件产品的研发、生产和销售,致力于为全球汽车客户提供轻量化与高安全性的产品,主要应用于传统燃油车和新能源汽车的发动机系统、变速箱系统、底盘系统、制动系统、车身结构领域及其他汽车零部件等。

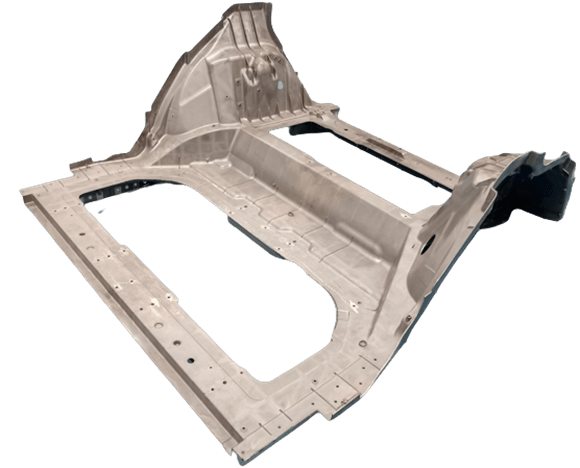
此次获奖的产品通过超大型高压铸件采用巨型压铸机一体式生产,替代了超过200多个初始钣金冲压零件,通过SPR+FDS+螺接连接方式实现与周边白车身零件的连接,为各配接零件提供安装功能。铸件表面整齐,看不到额外的螺栓、铆钉、焊缝等,具有集成度高、有效载荷大、重量轻等优点,可应用于车身部件等大型薄壁壳体结构,尺寸达1630×1601×740mm,重量54公斤,材料为AlSi7Mg,平均壁厚3mm,是迄今为止市面上尺寸最大的后地板之一。
为确保产品压铸成品率,需攻克以下几项关键点的技术难点:
(1)免热处理材料的使用。大型薄壁结构件最难解决的就是变形问题,所以为减少变形风险,必须使用免热处理材料来避免热处理带来的产品变形问题。此产品使用的是AlSi7Mg系的免热处理材料,具有高强度,高延伸率的特点,有效地保证了产品的各项性能要求。
(2)压铸收缩率的设计。铸件的轮廓尺寸为1630×1601×740mm,单件成品重量54kg左右,且产品结构复杂,高低位尺寸落差大,X方向与Y方向的筋位布局、壁厚尺寸、强度完全不一样,收缩率在两个方向都会有差异,在铸件收缩率的设计上,文灿基于生产经验和按照独特的设计,使得产品压铸后的实物与产品设计基本一致。
(3)模温布局的设计。此模具尺寸达到4×3.6m,重量达150吨,尺寸之大是其他高压模具前所未有的,为保证模具温度的平衡,确保铸件质量和性能的均匀性,文灿通过使用超过30台油温机和水温机来控制模具温度,在合理区域布置油温机和水温机,可达到快速冷却和均匀模温的目标。
(4)超高抽真空设计。一体式后车架的性能要求高,内部质量要求高,铸件内不可有任何气孔的存在。为达到质量要求,必须要使用超高抽真空设计,在产品上下、左右末端均设计高抽真空阀,真空阀的抽真空能力必须大于模具型腔内体积,确保型腔内气体被全部抽真空。同时,大熔杯也需要单独设置抽真空,减少因熔杯内残留的气体进入产品内影响产品性能和内部质量。
文灿集团采用某超大型9000T压铸机,经过等离子切割去除流道渣包后进行轻微整形。此产品X光检测关键区域按照ASTM E505要求可以达到2级标准,再使用高精度大型CNC五轴机加工设备进行毛坯铣削加工,加上酸洗钝化工序进行去油污防腐处理,最后自动化装配螺纹套、压铆、拉铆等紧固件即完成了最终的成品,此产品整体合格率达92%以上。
在即将到来的2023第一届副车架创新技术峰会让我们期待关于汽车副车架设计与铸造技术领域的深入探讨与交流!




