
摘 要:一位优秀的压铸件设计人员,应熟悉压铸型的制造工艺和压铸件的生产工艺,以便使设计的压铸件符合制型最简单、生产操作最方便的要求。压铸件设计是保证压铸件质量的最根本环节,其结构设计和工艺的合理性直接决定模具制作、产品尺寸精度、压铸工艺参数、生产安装效率等高低难易程度。文章通过归纳铝合金压铸件在设计过程中的注意要点来提高压铸件设计质量,为更多结构设计师提供一定的参考依据。
项文杰 佟志国
(浙江宇视科技有限公司 浙江杭州 310051)
关键词:压铸 结构设计 模具 缺陷
中图分类号:TG249.2 文献标识码:A 文章编号:1672-3791(2017)09(c)-0102-03
Abstract: An excellent die casting designer should be familiar with the die casting process and the production process of die casting, so that the design of die casting conform to the most simple production and the most convenient production operation requirements. Die casting design is the most fundamental link to ensure the quality of die casting, the structural design and the rationality of the process directly determine the mold production, product size accuracy, die casting process parameters, production and installation efficiency and other high and low degree of ease. In this paper, the main points of attention in the design process of aluminum alloy die casting are summarized to improve the quality of die casting design, and provide a reference for more structural designers.Key Words: Casting; Structure design; Pattern; Defect
铝压铸件具有生产效率高、加工成本低、生产过程中易实现机械自动化、铸件尺寸精度高、表面质量好、整体力学性能好等优点;但在铸造成型过程中易产生气孔、流痕、擦伤、凹陷、裂纹、欠铸等缺陷,这些缺陷使得压铸件外观质 量和机械性能下降。为避免在压铸成型过程中出现以上问题,结构设计师需要在压铸件结构设计环节提前进行方案评估,并在零件结构设计上合理布局,通过优化结构将缺陷缩小到最小范围。
1 铝合金压铸件成型原理
铝合金压铸件必须有模具成型,与压铸机、铝合金组合加以综合运用的过程。压铸工艺原理是利用高压将金属液高速流入一精密金属模具型腔内,金属液在压力作用下冷却凝固成铸件。冷、热室压铸是压铸工艺的两种基本方式。冷室压铸中金属液由手工或自动浇注装置浇入压室内,然后压射冲头前进,将金属液压入型腔。在热室压铸工艺中,压室垂直于坩埚内,金属液通过压室上的进料口自动流入压室。压射冲头向下运动,推动金属液通过鹅颈管进入型腔,金属液凝固后,压铸模具打开,取出铸件,完成整个压铸形成工艺过程。

2 铝合金压铸件设计要点
压铸件设计的合理性关系到整个压铸成型工艺的进行,在进行压铸件设计时,应充分考虑压铸件的结构特点、压铸的工艺要求,尽量减少设计的压铸件在压铸成型工艺过程中缺陷的发生,以最优的设计方案从最大程度上提高压铸件质量。

2.1 合理设计压铸件壁厚
铝合金压铸件结构设计时要充分考虑壁厚问题,壁厚是压铸工艺中一个具有特殊意义的因素,壁厚与整个工艺规范有着密切的关系,如填充时间的计算、内浇口速度的选择、凝固时间的计算、模具温度梯度的分析、压力(最终比压)的作用、留模时间的长短、铸件顶出温度的高低及操作效率;设计壁厚太厚会出现缩孔、砂眼、气孔、内部晶粒粗大等外表面缺陷,使得机械性能下降,零件质量增加导致成本上升;设计壁厚太薄会造成铝液填充不良,成型困难,使铝合金溶解不好,容易出现铸件表面填充困难、缺料等缺陷,并给压铸工艺带来困难;压铸件随气孔的增加,其内部气孔、缩孔等缺陷增加,故在保证铸件有足够强度和刚度的前提下,应尽量减小铸件壁厚并保持截面的厚薄均匀一致。
2.2 合理设计压铸件加强筋
对于大平面或壁薄的压铸件,其强度、刚性较差,易变形,这时利用加强筋可以有效防止压铸件收缩、断裂,消除变形,增强压铸件的强度与刚性,对过高的柱、台等结构,可以利用加强筋改善应力分布状况,防止根部断裂,同时加强筋可以辅助熔化金属的流动,提高铸件的填充性能。加强筋的根部厚度不大于此处壁的厚度,一般厚度设计为0.8~2.0mm;加强筋的脱模斜度一般设计为1°~3°,高度越高设计脱模斜度越小;加强筋根部需添加圆角,以避免零件截面急剧变化,同时辅助熔化金属流动,减小零件应力集中,提升零件强度,圆角一般接近与此处壁厚;加强筋高度一般不超过其厚度的5倍,加强筋厚度一般要求均匀,若设计太薄,加强筋本身易断裂,若太厚,则易产生凹陷、气孔等缺陷。表1为加强筋厚度和压铸件壁厚关系。
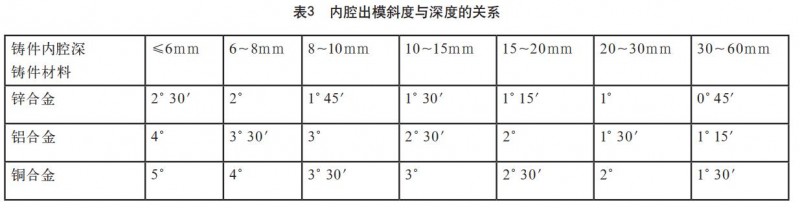
2.3 合理设计压铸件出模斜度
压铸件出模斜度的作用是减少铸件与模具型腔的摩擦,容易取出铸件;确保压铸表面不拉伤,同时可以延长模具寿命。出模斜度与压铸件的高度有关,高度越大,则出模斜度越小。一般情况下,压铸件的外表面出模斜度约为内腔出模斜度的1/2,但在实际设计中,可以将压铸件内外表面出模斜度设计为一致,以保持壁厚均匀,简化结构设计。如表 2为各种合金压铸件的最小出模斜度参考值,表3为各压铸件内腔出模斜度与深度的关系。
2.4 合理设计加工余量
压铸件设计时应尽量避免机加工,机加工会破坏零件表面的致密层,影响零件机械性能;会使压铸件的内部的气孔暴露,影响表面质量,同时也会增加零件成本。压铸件无法避免机加工时,应尽量避免切削量较大的设计,结构设计尽量便于机加或减小机加面积,减小机加成本。
压铸件上部分尺寸精度要求较高,或某些平面表面粗糙度要求高,压铸工艺很难达到要求,这时候就需要进行后续加工,对这部分结构,设计时应尽量预留加工余量。压铸件表面的强度,硬度比内部高,机加工时要注意保留表面的致密度,所以机加工的余量也不能余量过度,机加过多很可能会产生气孔,外表面缺陷。表4为机加余量预留参考。

2.5 铝合金压铸件喷涂设计
压铸件表面喷涂设计一般采用喷粉工艺,其原理为静电喷粉:主要通过电极将涂料极化,再将要喷涂的物体带相反的电荷,在电场力的作用下粉料均匀的附着在物体表面。喷粉工艺特点:粉末静电喷涂不会造成大气污染,粉末可以回收降低材料的消耗成本,涂膜性能耐酸、耐碱、耐腐蚀性能好。
参考文献
[1] 潘宪曾.压铸模具设计手册[M].北京:机械工业出版社,2006.
[2] 杨裕国.压铸工艺与模具设计 [M].北京:机械工业出版社,200 6.
[3] 铸造标准汇编[M].北京:中国标准出版社,200 6.
[4] 张景黎,郭伟刚.金属压铸模具设计[M].北京:化学工业出版社,2010.
[5] 黎恢来.产品结构设计实例教程[M].北京:电子工业出版社,2015.




